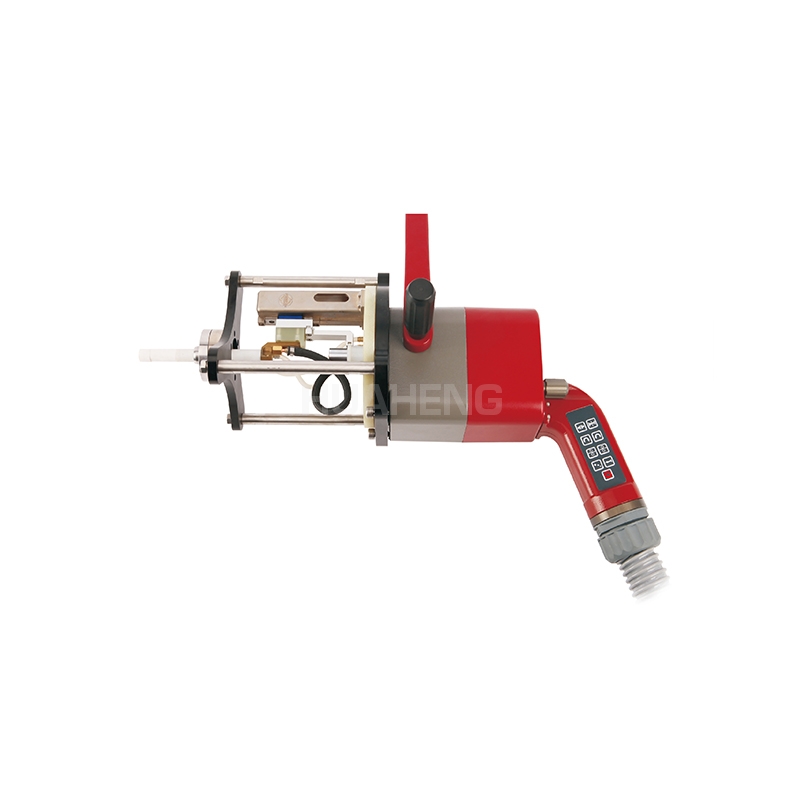







适合焊接工件:
管径范围:∮32-∮60 ,可扩展到∮120;
管子材质:碳素钢、低合金钢、高合金钢;
焊接姿态:全位置焊接;
焊接形式:管伸出、管平头;
焊丝规格:直径∮1.0,重量1KG
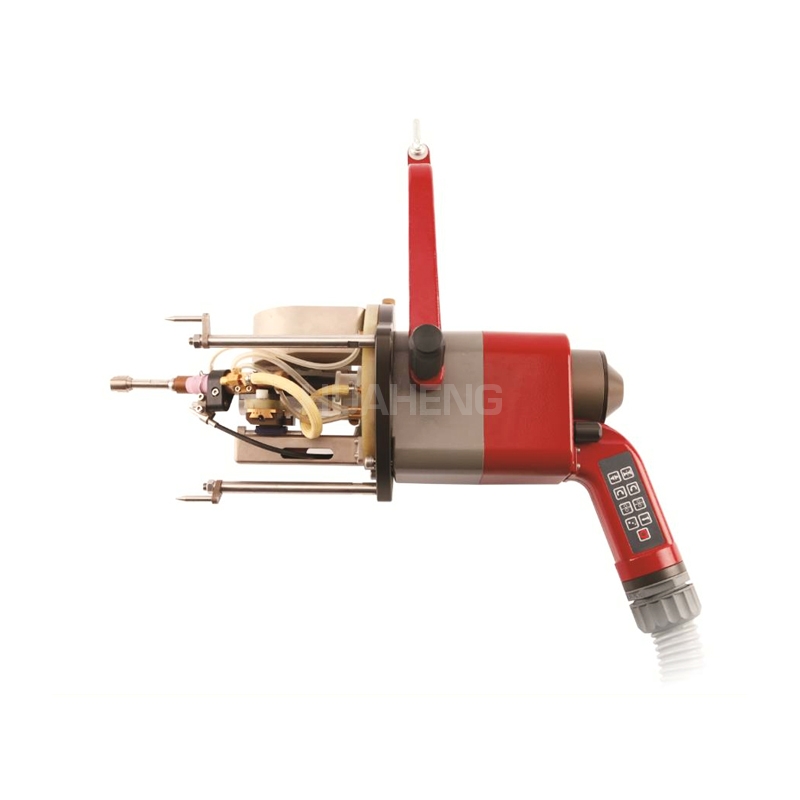
装配要求:
焊前管端10MM、管板口周围8MM外面抛光除油、除锈;
管子伸出范围:3-5MM;
管子与板子的装配间隙均匀,单边间隙应控制在0.8MM以内;
无需点焊或采用TIG加丝或不加丝点焊,焊点不宜过高;
管端平口,内除毛刺。
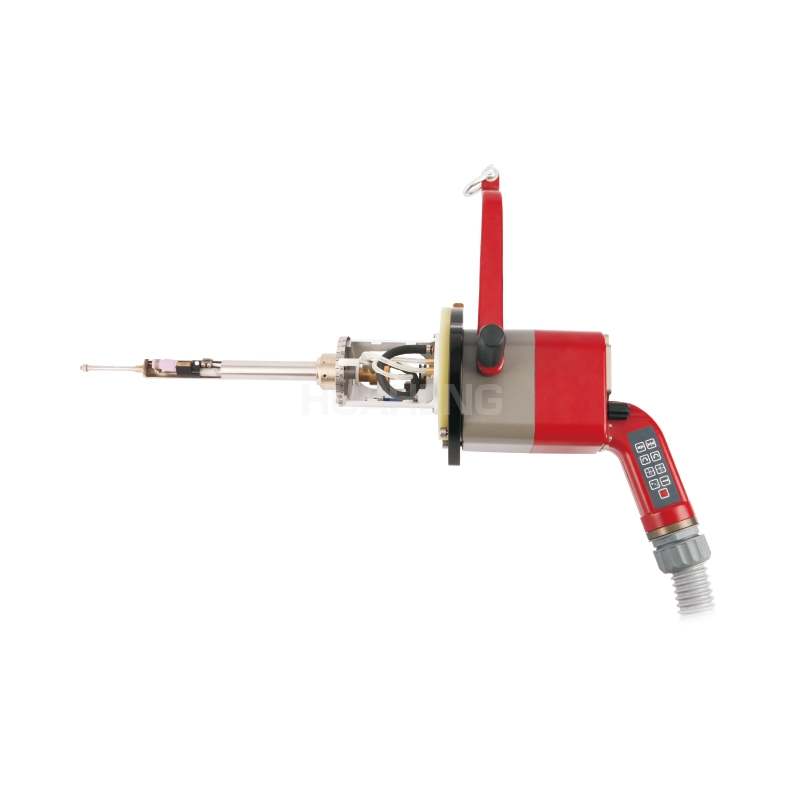
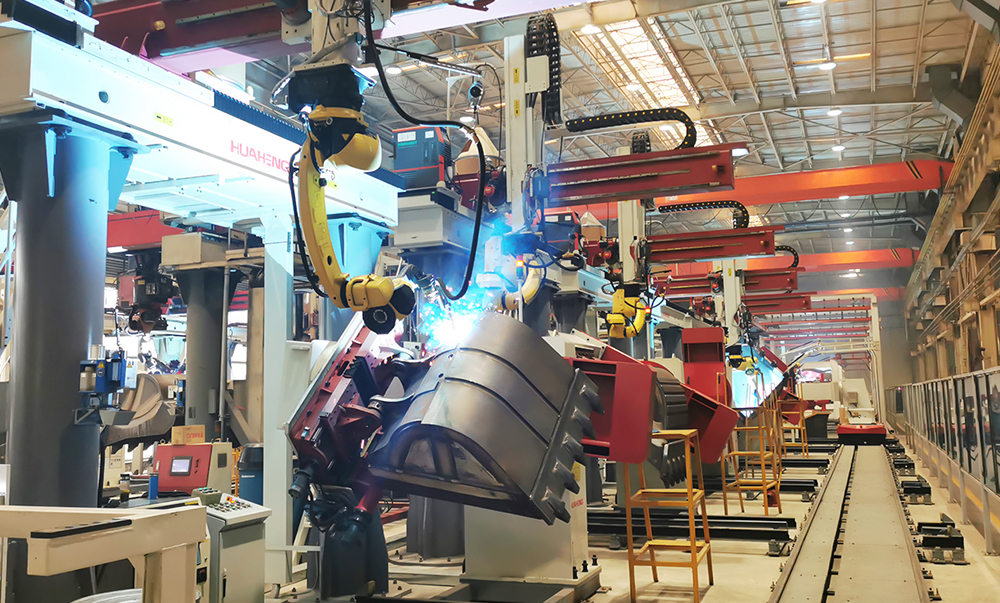
技术优势:
高熔深,外观成型均匀;
智能编程;
气动胀紧;
自动弧长跟踪(可选);
水、电、气、丝均无缠绕。