
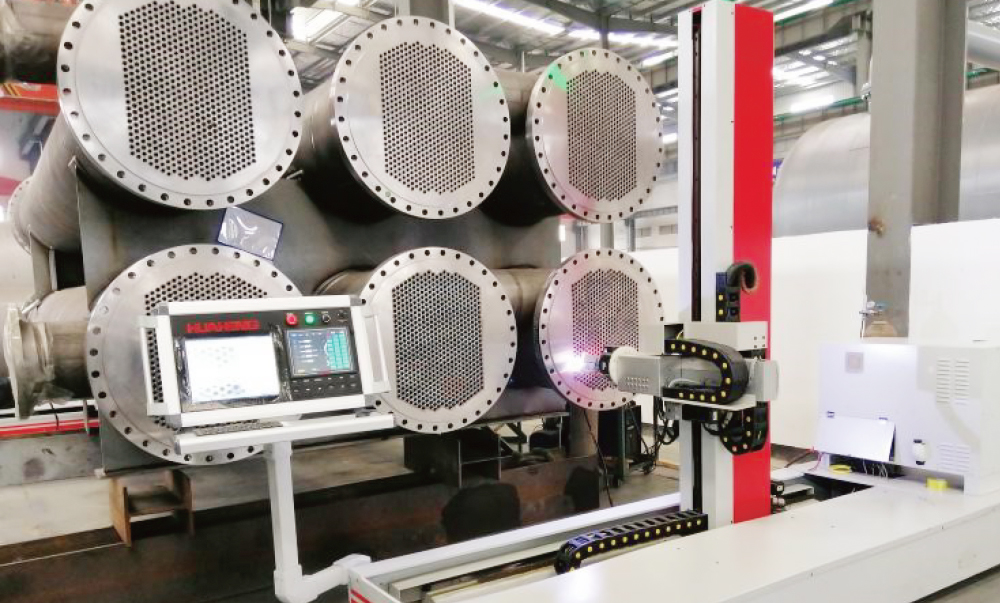













v 本系统适用于管子-管板的角焊,平焊;
v 焊接接头材质:碳钢,不锈钢;
v 管材规格:管径在10-80mm(标配管径φ10-50的镜头,φ50以上需要另购买其他镜头),壁厚在1-5mm之间;
v 管板材质:碳钢,不锈钢;
v 管伸出长度:角焊缝4-6mm;
v 本系统主要目的是解决管板的无人化操作、高效TIG焊、一人多机控制,提高生产效率,降低劳动强度;
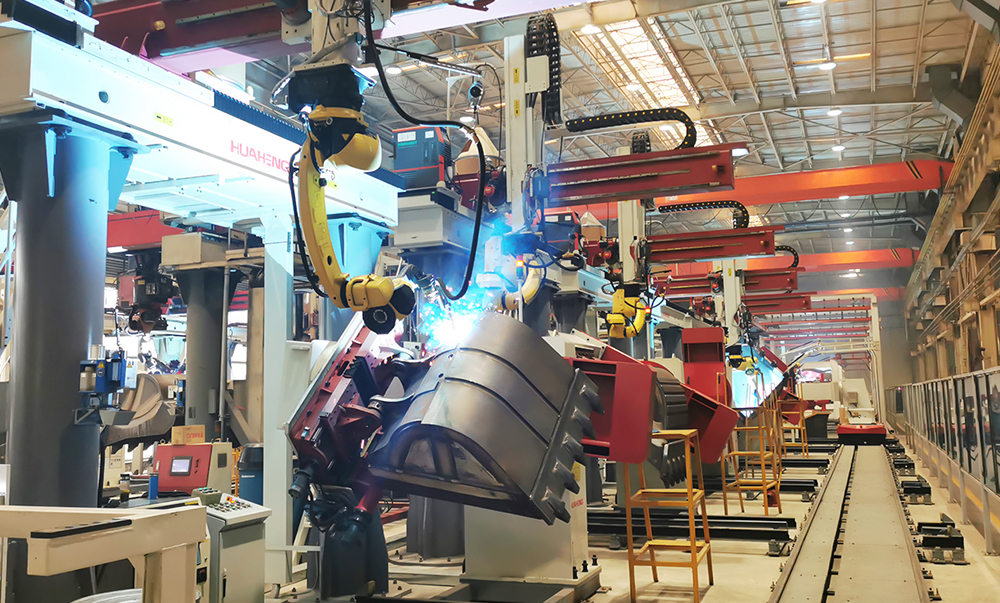
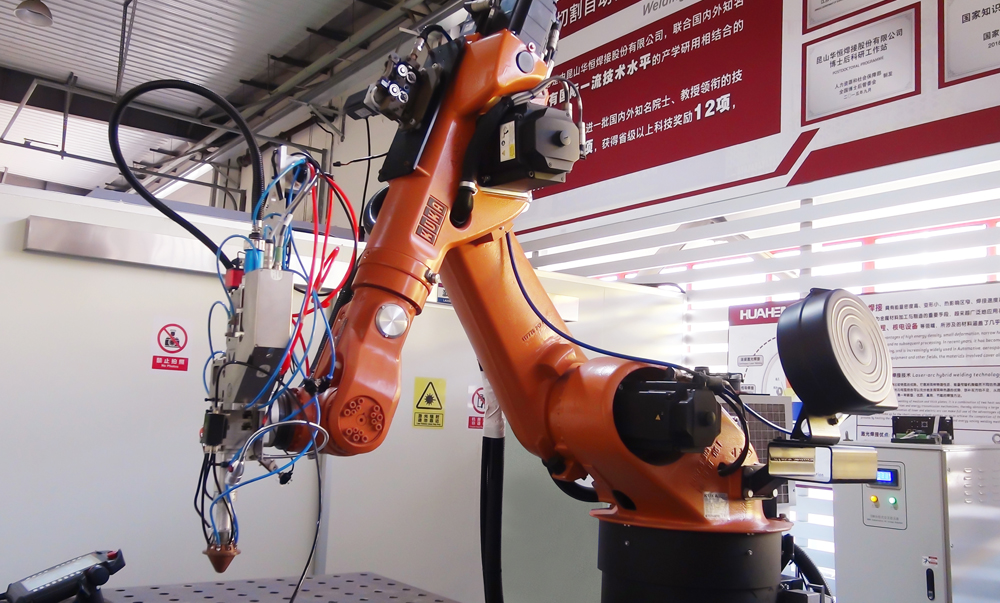
v 本套系统由KUKA机器人、视觉系统、程控焊接电源、专用焊接机头、数据采集系统等组成;
v 全套系统采用KUKA和w88优德公司成熟的TIG焊接设备和工艺,保证高效、稳定、可靠的焊接质量
机器人首先通过激光测定枪头距离管板的距离;
机器人通过照相测得100*100mm范围内的每个管径内径及外径,如此多次照相可测得所有管子的具体位置,并进行后台运算;
机器人持管板焊枪准确、快速到达每个管子所需位置
焊接程序启动,进行自动管板焊接,在焊接过程中,自动跟踪开启,确保全位置的顺利焊接;
机器人自动计算焊口数量,每焊接设定的焊口数时,报警人工更换钨极;
采用1KG/盘焊丝,机器人报警人工更换焊丝;
整个焊接过程,无需人工干预(除换焊丝和钨极外);
1个人可管理3-4台机器人的焊接;
可焊材质 | 碳钢、不锈钢、钛合金(需选配托罩) |
可焊管径(mm) | Φ10~Φ80 (标配管径φ10-50的镜头,φ50以上需要另购买其他镜头) |
管板形式 | 管伸出、管平齐、管内缩 |
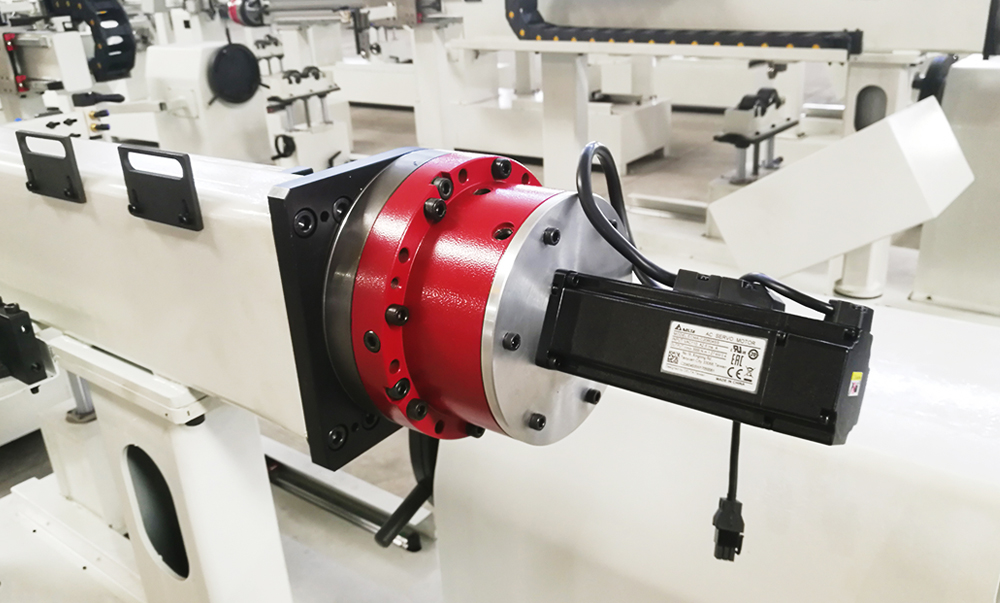
旋转速度(rpm) | 0.3~5.9 |
旋转精度误差 | ≤5% |
焊炬倾角 | 0º~30º可调 |
弧长调节间距(mm) | 20 |
最大送丝速度(mm/min) | 1800 |
送丝精度误差 | ≤5% |
弧长精度误差(v) | ≤0.1 |
保护气体 | 氩气 |
冷却方式 | 水冷 |
冷却流量(ml/min) | ≥300 |
额定电流 | 300A 暂载率 60% |
重 量(kg) | 12(不含电缆) |



